

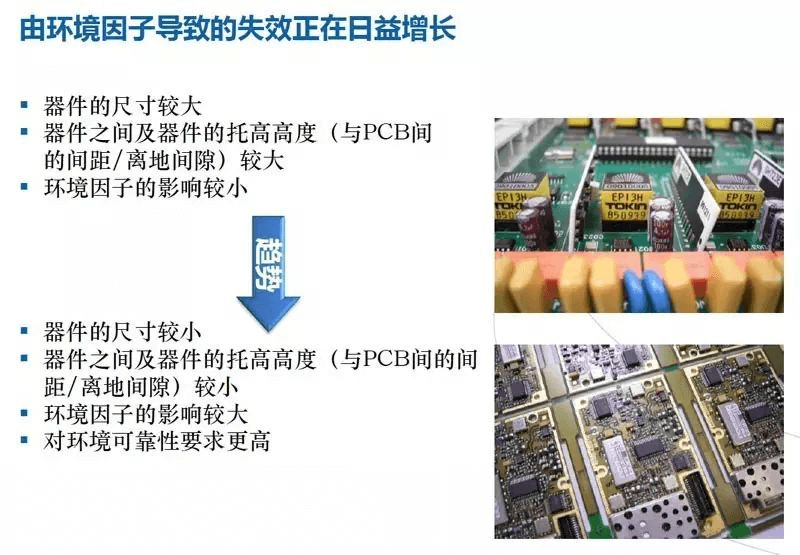
لکه څنګه چې د PCBA اجزاو اندازه کوچنۍ او کوچنۍ کیږي، کثافت یې لوړ او لوړ کیږي؛ د وسیلو او وسیلو ترمنځ د ملاتړ لوړوالی (د PCB او ځمکې پاکولو ترمنځ واټن) هم کوچنی او کوچنی کیږي، او په PCBA باندې د چاپیریالي عواملو نفوذ هم مخ په زیاتیدو دی. له همدې امله، موږ د بریښنایی محصولاتو د PCBA اعتبار په اړه لوړې اړتیاوې وړاندې کوو.
۱. چاپیریالي عوامل او د هغوی اغیزې
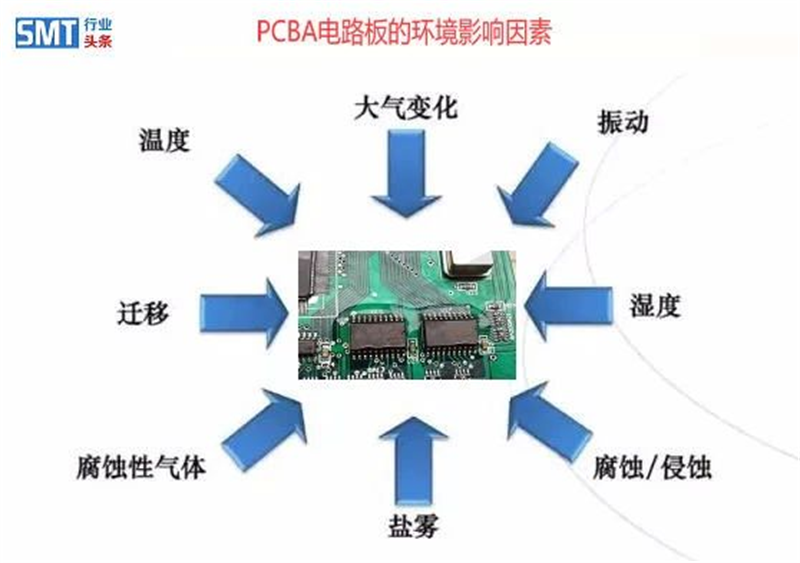
عام چاپیریالي عوامل لکه رطوبت، دوړې، د مالګې سپری، مولډ، او نور، ممکن د PCBA د ناکامۍ مختلفې ستونزې رامینځته کړي.
رطوبت
په بهرني چاپیریال کې تقریبا ټول بریښنایی PCB اجزا د زنګ وهلو خطر سره مخ دي، چې له دې جملې څخه اوبه د زنګ وهلو لپاره ترټولو مهم وسیله ده. د اوبو مالیکولونه دومره کوچني دي چې د ځینو پولیمر موادو میش مالیکولر تشې ته ننوځي او داخلي برخې ته ننوځي یا د کوټینګ د پن سوراخ له لارې لاندې فلز ته ورسیږي ترڅو د زنګ وهلو لامل شي. کله چې اتموسفیر یو ټاکلي رطوبت ته ورسیږي، دا کولی شي د لوړ فریکونسۍ سرکټ کې د PCB الیکټرو کیمیکل مهاجرت، د لیکج جریان او سیګنال تحریف لامل شي.
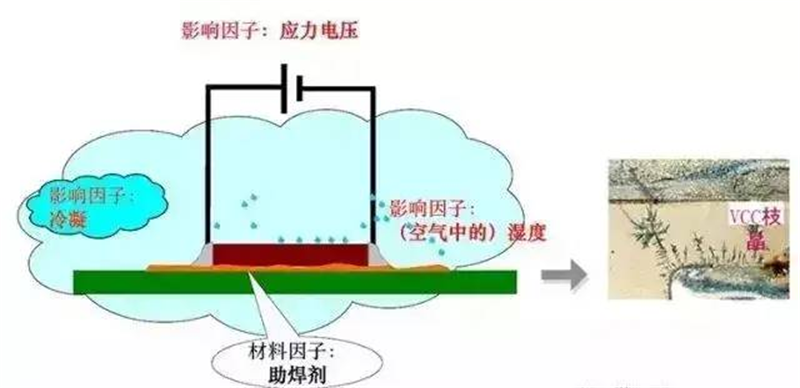
بخار/رطوبت + ایونیک ککړونکي (مالګې، د جریان فعال اجنټان) = کنډکټیو الکترولیتونه + د فشار ولتاژ = الکترو کیمیکل مهاجرت
کله چې په اتموسفیر کې RH ۸۰٪ ته ورسیږي، نو د اوبو یو فلم به وي چې ضخامت یې ۵-۲۰ مالیکولونه وي، او هر ډول مالیکولونه کولی شي په آزاده توګه حرکت وکړي. کله چې کاربن شتون ولري، الکترو کیمیاوي تعاملات ممکن واقع شي.
کله چې RH 60٪ ته ورسیږي، د تجهیزاتو سطحه طبقه به د 2 ~ 4 اوبو مالیکولونو ضخامت د اوبو فلم جوړ کړي، کله چې ککړونکي په کې منحل شي، کیمیاوي تعاملات به وي؛
کله چې په اتموسفیر کې د RH کچه د 20٪ څخه کمه وي، تقریبا ټولې زنګ وهونکې پیښې ودریږي.
له همدې امله، د رطوبت ضد مواد د محصول د ساتنې یوه مهمه برخه ده.
د برېښنايي وسایلو لپاره، رطوبت په دریو بڼو کې راځي: باران، کنډیشن او د اوبو بخار. اوبه یو الکترولیت دی چې د فلزاتو د زنګ وهلو لپاره په لویه کچه زنګ وهونکي ایونونه منحل کوي. کله چې د تجهیزاتو د یوې ځانګړې برخې تودوخه د "شبکې نقطې" (تودوخې) څخه ښکته وي، نو په سطحه به کنډیشن وي: ساختماني برخې یا PCBA.
دوړې
په اتموسفیر کې دوړې شتون لري، دوړو جذب شوي ایون ککړونکي د بریښنایی تجهیزاتو په داخلي برخه کې ځای پرځای کیږي او د ناکامۍ لامل کیږي. دا په ساحه کې د بریښنایی ناکامیو سره یوه عامه ستونزه ده.
دوړې په دوه ډوله ویشل شوې دي: غټې دوړې د 2.5 ~ 15 مایکرون غیر منظم ذراتو قطر لري، عموما به د خطا، قوس او نورو ستونزو لامل نه شي، مګر د نښلونکي تماس اغیزه کوي؛ ښه دوړې هغه غیر منظم ذرات دي چې د 2.5 مایکرون څخه کم قطر لري. ښه دوړې په PCBA (وینیر) کې یو څه چپکونکی لري، کوم چې یوازې د انټي سټیټیک برش لخوا لرې کیدی شي.
د دوړو خطرونه: الف. د PCBA په سطحه د دوړو د راټولیدو له امله، الکترو کیمیکل زنګ رامینځته کیږي، او د ناکامۍ کچه لوړیږي؛ ب. دوړې + مرطوبه تودوخه + مالګې غبار PCBA ته ترټولو لوی زیان ورساوه، او د بریښنایی تجهیزاتو ناکامي د کیمیاوي صنعت او کانونو په ساحه کې د ساحل، صحرا (مالګین-الکالي ځمکې) او د هوای سیند سویل ته نږدې د ملچ او باران په موسم کې تر ټولو ډیره وه.
له همدې امله، د دوړو ساتنه د محصول یوه مهمه برخه ده.
د مالګې سپری
د مالګې سپرې جوړښت:د مالګې سپری د طبیعي عواملو لکه د سمندر څپو، څپو، د اتموسفیر گردش (مون سون) فشار، لمر او داسې نورو له امله رامینځته کیږي. دا به د باد سره دننه حرکت وکړي، او د هغې غلظت به د ساحل څخه د واټن سره کم شي. معمولا، د مالګې سپری غلظت د ساحل 1٪ وي کله چې دا د ساحل څخه 1 کیلومتره وي (مګر دا به د طوفان په دوره کې لرې وغورځیږي).
د مالګې سپرې زیانونه:الف. د فلزي ساختماني برخو پوښ ته زیان رسوي؛ ب. د الکترو کیمیکل زنګ وهلو سرعت ګړندی کول د فلزي تارونو ماتیدو او د اجزاو د ناکامۍ لامل کیږي.
د زنګ وهلو ورته سرچینې:الف. د لاس خولې کې مالګه، یوریا، لاکتیک اسید او نور کیمیاوي مواد شامل دي، کوم چې په بریښنایی تجهیزاتو باندې د مالګې سپرې په څیر ورته زنګ وهونکی اغیزه لري. له همدې امله، دستکشې باید د راټولولو یا کارولو پرمهال واغوندئ، او پوښ باید په خالي لاسونو سره ونه لمس شي؛ ب. په فلکس کې هالوجن او اسیدونه شتون لري، کوم چې باید پاک شي او د دوی پاتې غلظت کنټرول شي.
له همدې امله، د مالګې سپرې مخنیوی د محصولاتو د ساتنې یوه مهمه برخه ده.
مولډ
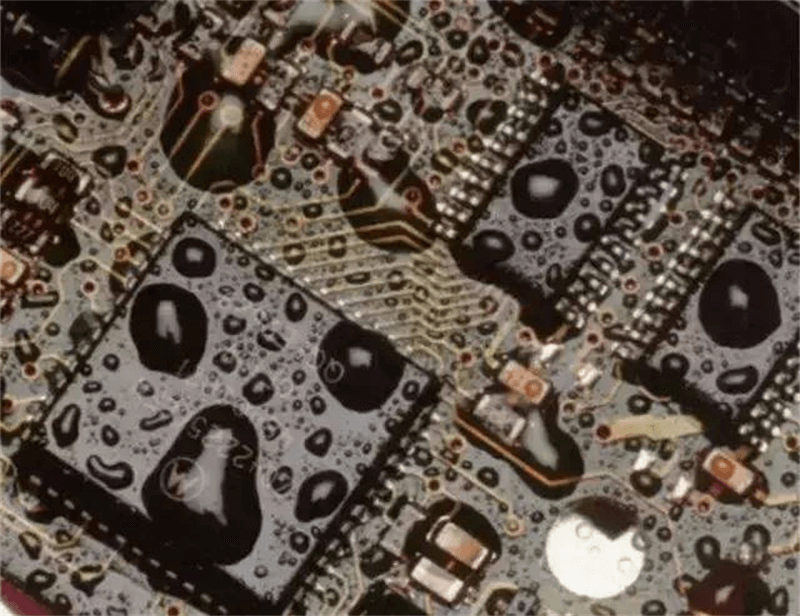
ملډو، چې د فلامینټس فنګسي لپاره عام نوم دی، د "مولډي فنګسي" معنی لري، چې د مایسیلیم جوړولو تمایل لري، مګر د مرخیړیو په څیر لوی میوه لرونکي بدنونه نه تولیدوي. په مرطوب او ګرمو ځایونو کې، ډیری توکي په ښکاره سترګو وده کوي ځینې مبهم، فلوکولنټ یا د کوب جال شکل لرونکي کالونۍ، چې فنګس دی.
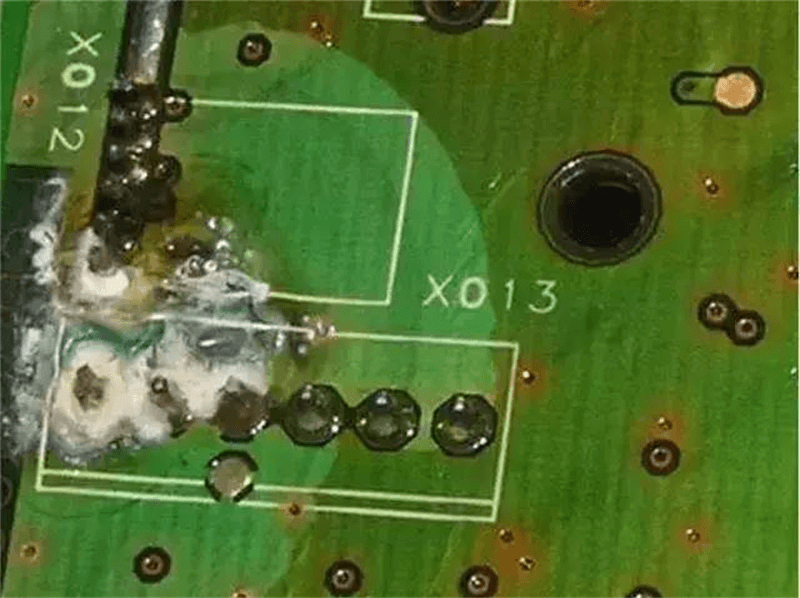
شکل ۵: د PCB ملډو پدیده
د فنګس زیان: الف. د فنګس فاګوسایټوسس او تکثیر د عضوي موادو د عایق کمښت، زیان او ناکامي رامینځته کوي؛ ب. د فنګس میټابولیتونه عضوي اسیدونه دي، کوم چې د عایق او بریښنایی ځواک اغیزه کوي او بریښنایی قوس تولیدوي.
له همدې امله، د مولډ ضد مواد د محافظتي محصولاتو یوه مهمه برخه ده.
د پورته اړخونو په پام کې نیولو سره، د محصول اعتبار باید ښه تضمین شي، دا باید د بهرني چاپیریال څخه د امکان تر حده ټیټ جلا شي، نو د شکل پوښښ پروسه معرفي کیږي.
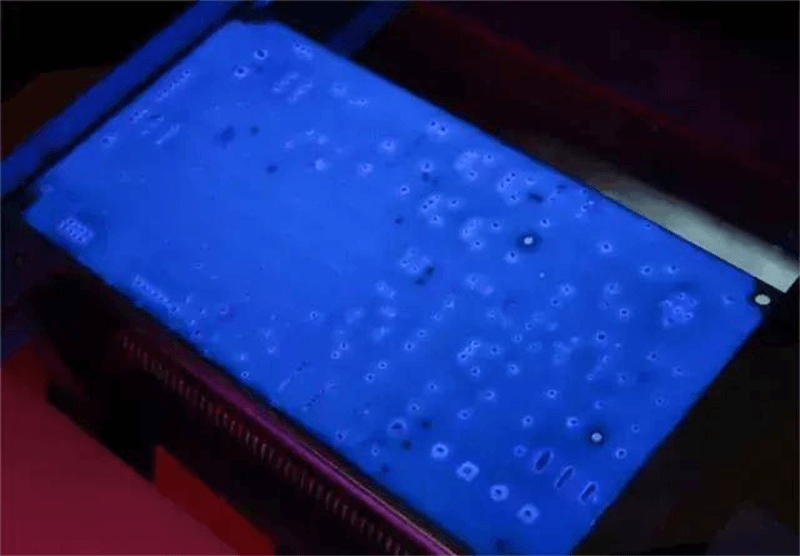
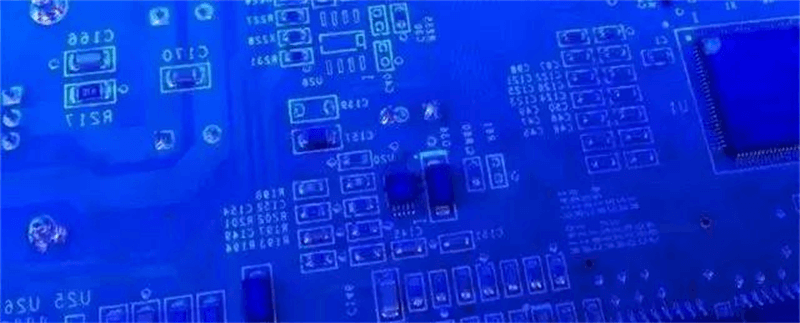
د کوټینګ پروسې وروسته د PCB کوټینګ، د ارغواني څراغ د ډزو اغیزې لاندې، اصلي کوټینګ خورا ښکلی کیدی شي!
درې د رنګ ضد کوټینګونهد PCB په سطحه د یوې پتلې محافظتي موصلي طبقې پوښلو ته اشاره کوي. دا اوس مهال د ویلډینګ وروسته د کوټینګ ترټولو عام کارول شوی میتود دی، ځینې وختونه د سطحې کوټینګ او کنفارمل کوټینګ (انګلیسي نوم: کوټینګ، کنفارمل کوټینګ) په نوم یادیږي. دا به حساس بریښنایی اجزا د سخت چاپیریال څخه جلا کړي، کولی شي د بریښنایی محصولاتو خوندیتوب او اعتبار خورا ښه کړي او د محصولاتو خدمت ژوند وغځوي. درې د رنګ ضد کوټینګ کولی شي سرکټ / اجزا د چاپیریالي عواملو لکه رطوبت، ککړتیاو، زنګ وهلو، فشار، شاک، میخانیکي وایبریشن او تودوخې دورې څخه خوندي کړي، پداسې حال کې چې د محصول میخانیکي ځواک او موصلیت ځانګړتیاوې ښه کوي.
د PCB د پوښ کولو پروسې وروسته، په سطحه یو شفاف محافظتي فلم جوړ کړئ، کولی شي په مؤثره توګه د اوبو او رطوبت د ننوتلو مخه ونیسي، د لیکیدو او لنډ سرکټ څخه مخنیوی وکړي.
2. د پوښښ پروسې اصلي ټکي
د IPC-A-610E (د بریښنایی اسمبلۍ ازموینې معیار) اړتیاو سره سم، دا په عمده توګه په لاندې اړخونو کې منعکس کیږي:
سیمه
۱. هغه سیمې چې پوښل کیدی نشي:
هغه سیمې چې بریښنایی اتصالاتو ته اړتیا لري، لکه د سرو زرو پیډونه، د سرو زرو ګوتې، د سوریو له لارې فلزات، د ازموینې سوري؛
بیټرۍ او د بیټرۍ فکسرونه؛
نښلونکی؛
فیوز او پوښ؛
د تودوخې د ضایع کولو وسیله؛
د جمپر تار؛
د نظري وسیلې لینز؛
د پوټینټومیټر؛
سینسر؛
مهر شوی سویچ نشته؛
نورې سیمې چیرې چې پوښښ ممکن فعالیت یا عملیات اغیزمن کړي.
۲. هغه سیمې چې باید پوښل شي: ټول سولډر بندونه، پنونه، اجزا او کنډکټرونه.
۳. اختیاري سیمې
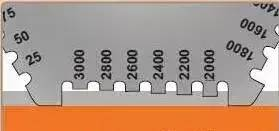
ضخامت
ضخامت د چاپ شوي سرکټ برخې په یوه فلیټ، بې خنډه، روغ شوي سطحه یا په یوه ضمیمه پلیټ کې اندازه کیږي چې د برخې سره پروسه ترسره کوي. ضمیمه شوي تختې ممکن د چاپ شوي تختو یا نورو غیر سوري موادو لکه فلز یا شیشې په څیر ورته موادو څخه وي. د لوند فلم ضخامت اندازه کول هم د کوټینګ ضخامت اندازه کولو لپاره د اختیاري میتود په توګه کارول کیدی شي، تر هغه چې د لوند او وچ فلم ضخامت ترمنځ مستند تبادلې اړیکه شتون ولري.

جدول ۱: د هر ډول کوټینګ موادو لپاره د ضخامت حد معیار
د ضخامت ازموینې طریقه:
۱. د وچ فلم د ضخامت اندازه کولو وسیله: مایکرومیټر (IPC-CC-830B)؛ ب د وچ فلم د ضخامت ټیسټر (د اوسپنې اساس)
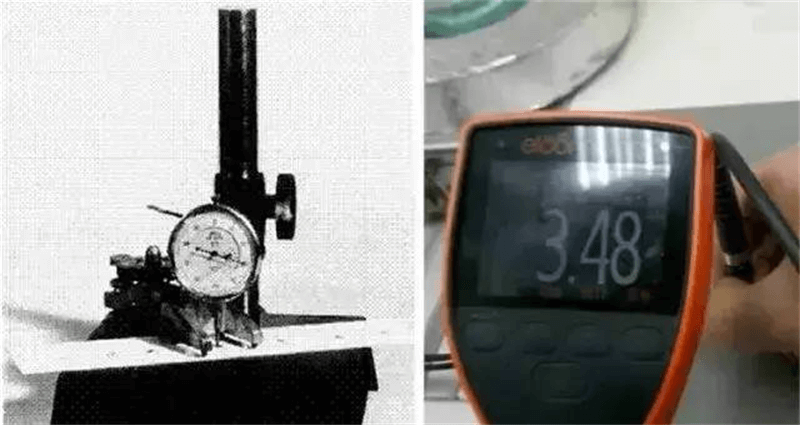
شکل ۹. د مایکرومیټر وچ فلم اپریټس
2. د لوند فلم ضخامت اندازه کول: د لوند فلم ضخامت د لوند فلم ضخامت اندازه کولو وسیلې لخوا ترلاسه کیدی شي، او بیا د ګلو جامد مینځپانګې تناسب سره محاسبه کیدی شي.
د وچ فلم ضخامت
په شکل ۱۰ کې، د لوند فلم ضخامت د لوند فلم ضخامت ټیسټر لخوا ترلاسه شو، او بیا د وچ فلم ضخامت محاسبه شو.
د څنډې حل
تعریف: په نورمال حالتونو کې، د سپری والو سپری د کرښې له څنډې څخه بهر به ډیر مستقیم نه وي، تل به یو ټاکلی بور وي. موږ د بور پلنوالی د څنډې ریزولوشن په توګه تعریف کوو. لکه څنګه چې لاندې ښودل شوي، د d اندازه د څنډې ریزولوشن ارزښت دی.
یادونه: د څنډې ریزولوشن یقینا کوچنی وي، ښه وي، مګر د پیرودونکو مختلف اړتیاوې یو شان ندي، نو د ځانګړي پوښل شوي څنډې ریزولوشن تر هغه چې د پیرودونکو اړتیاوې پوره کړي.

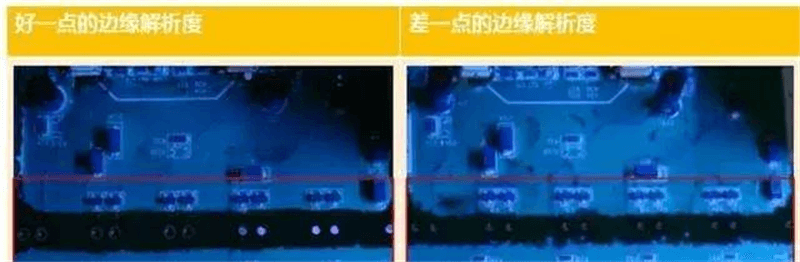
شکل ۱۱: د څنډې د حل پرتله کول
یونیفورمیت
ګلو باید د یو شان ضخامت او نرم او شفاف فلم په څیر وي چې په محصول کې پوښل شوی وي، ټینګار د محصول په ساحه کې د پوښل شوي ګلو په یووالي باندې دی، بیا، باید ورته ضخامت وي، د پروسې ستونزې شتون نلري: درزونه، طبقه بندي، نارنجي کرښې، ککړتیا، د کیپلیري پدیده، بلبلونه.
شکل ۱۲: د محوري اتوماتیک AC لړۍ اتوماتیک کوټینګ ماشین کوټینګ اغیز، یوشانوالی خورا یوشان دی
۳. د پوښښ پروسې تحقق
د پوښښ پروسه
۱ چمتووالی
محصولات او ګلو او نور اړین توکي چمتو کړئ؛
د محلي ساتنې ځای معلومول؛
د پروسې مهم جزئیات مشخص کړئ
۲: مینځل
د ویلډینګ وروسته باید په لنډ وخت کې پاک شي، ترڅو د ویلډینګ خاورې پاکول ستونزمن وي؛
د مناسب پاکولو اجنټ غوره کولو لپاره معلومه کړئ چې اصلي ککړونکی قطبي دی یا غیر قطبي؛
که چیرې د الکولو پاکولو اجنټ کارول کیږي، نو د خوندیتوب مسلو ته باید پاملرنه وشي: د مینځلو وروسته باید ښه هوا ورکول او د یخولو او وچولو پروسې قواعد شتون ولري، ترڅو په تنور کې د چاودنې له امله د پاتې محلول بې ثباتۍ مخه ونیول شي؛
د اوبو پاکول، د الکلین پاکولو مایع (ایمولشن) سره د فلکس مینځلو لپاره، او بیا د پاکولو مایع پاکولو لپاره په پاکو اوبو سره مینځل، ترڅو د پاکولو معیارونه پوره کړي؛
۳. د ماسک کولو محافظت (که چیرې د انتخابي پوښښ تجهیزات ونه کارول شي)، یعنې ماسک؛
باید غیر چپکونکی فلم غوره کړئ چې د کاغذ ټیپ به ونه لیږدوي؛
د IC ساتنې لپاره باید د جامد ضد کاغذ ټیپ وکارول شي؛
د ځینو وسیلو لپاره د نقاشیو اړتیاو سره سم د محافظت لپاره؛
۴. د رطوبت کمول
د پاکولو وروسته، پوښل شوی PCBA (جز) باید د پوښ کولو دمخه مخکې وچ شي او رطوبت کم شي؛
د PCBA (جز) لخوا اجازه ورکړل شوي تودوخې سره سم د مخکې وچولو تودوخه/وخت وټاکئ؛
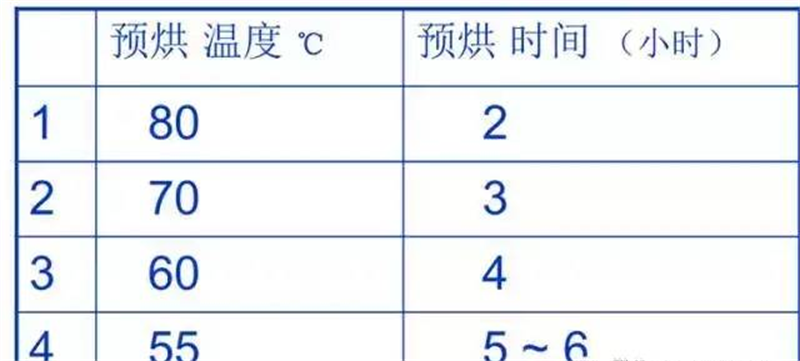
د PCBA (جزو) ته اجازه ورکول کیدی شي چې د وچولو دمخه د میز تودوخه / وخت وټاکي.
۵ کوټ
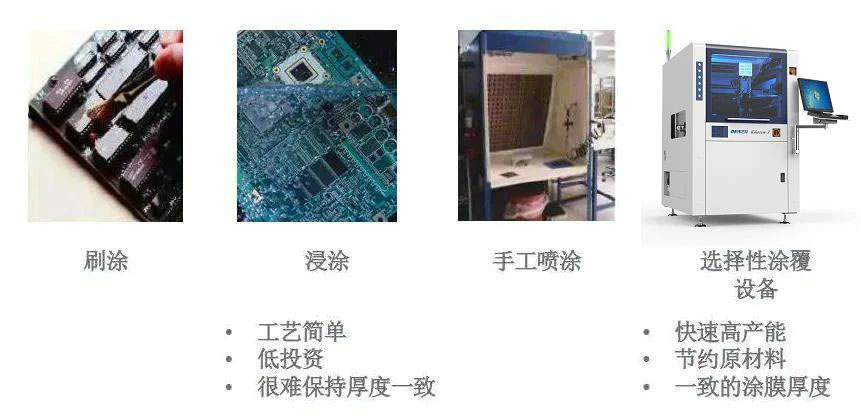
د شکل پوښلو پروسه د PCBA محافظت اړتیاو، موجوده پروسې تجهیزاتو او موجوده تخنیکي زیرمو پورې اړه لري، کوم چې معمولا په لاندې لارو ترلاسه کیږي:
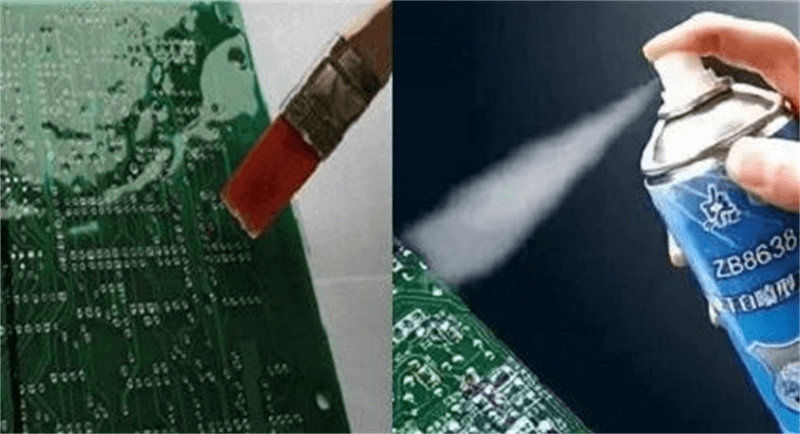
الف. د لاس په واسطه برش کول
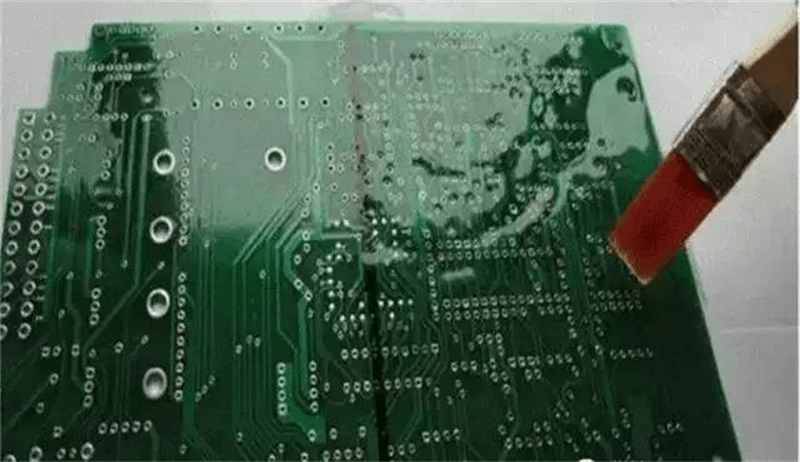
شکل ۱۳: د لاسونو د برش کولو طریقه
د برش کوټینګ ترټولو پراخه تطبیق کیدونکی پروسه ده، د کوچني بست تولید لپاره مناسبه ده، د PCBA جوړښت پیچلی او کثافت لري، د سختو محصولاتو د محافظت اړتیاو ته اړتیا لري. ځکه چې د برش کوټینګ په آزاده توګه کنټرول کیدی شي، نو هغه برخې چې د رنګ کولو اجازه نلري ککړې نشي؛
د برش پوښښ لږ تر لږه مواد مصرفوي، د دوه برخو رنګ لوړ قیمت لپاره مناسب دی؛
د رنګ کولو پروسه د آپریټر لپاره لوړې اړتیاوې لري. د جوړولو دمخه، د نقاشیو او کوټینګ اړتیاوې باید په دقت سره هضم شي، د PCBA اجزاو نومونه باید وپیژندل شي، او هغه برخې چې د کوټ کولو اجازه نلري باید د سترګو په زړه پورې نښو سره په نښه شي؛
چلونکو ته اجازه نشته چې د ککړتیا څخه د مخنیوي لپاره په هیڅ وخت کې چاپ شوي پلګ ان ته په خپلو لاسونو لمس کړي؛
ب. په لاس سره ډوب کړئ
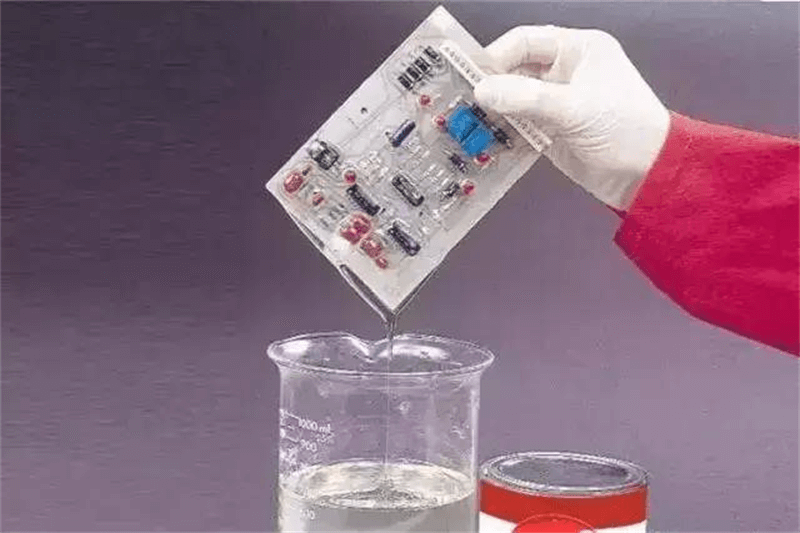
شکل ۱۴: د لاس په واسطه د پوښ کولو طریقه
د ډپ کوټینګ پروسه غوره کوټینګ پایلې وړاندې کوي. یو یونیفورم، دوامداره کوټینګ د PCBA هرې برخې ته پلي کیدی شي. د ډپ کوټینګ پروسه د PCbas لپاره مناسبه نه ده چې د تنظیم وړ کیپسیټرونو، د مقناطیسي کورونو، پوټینټیومیټرونو، د کپ په شکل مقناطیسي کورونو او ځینې برخو سره ضعیف سیلینګ لري.
د ډپ کوټینګ پروسې مهم پیرامیټرې:
مناسب واسکاسیټي تنظیم کړئ؛
د PCBA د پورته کولو سرعت کنټرول کړئ ترڅو د بلبلونو د جوړیدو مخه ونیسي. معمولا په یوه ثانیه کې له 1 متر څخه ډیر نه وي؛
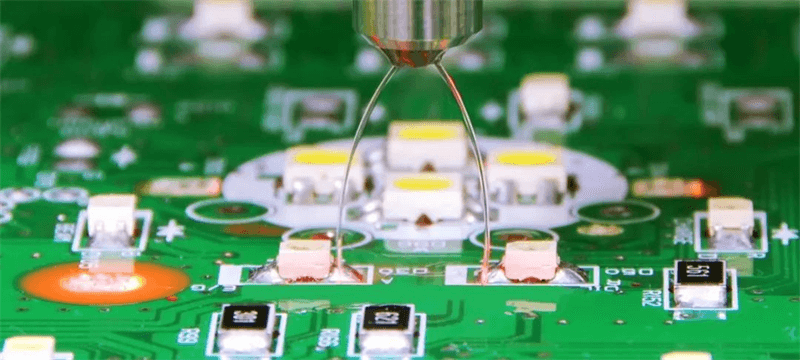
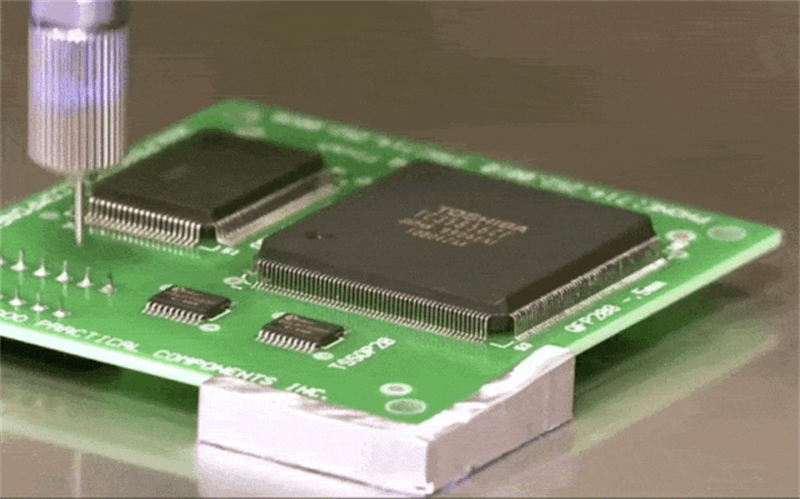
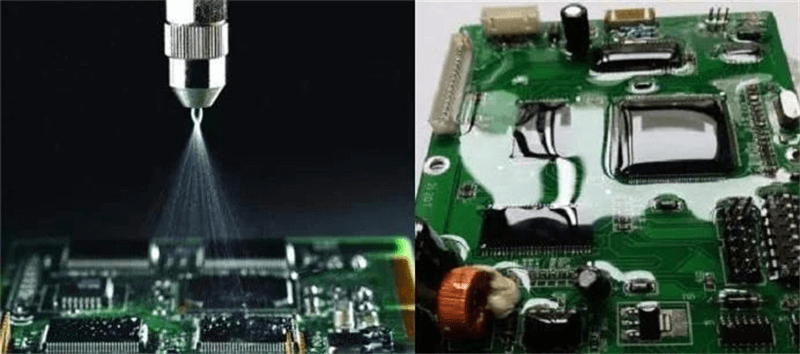
ج. سپرې کول
سپری کول ترټولو پراخه کارول کیږي، د پروسې طریقه یې اسانه ده، چې په لاندې دوو کټګوریو ویشل شوې ده:
① لاسي سپرې کول
شکل ۱۵: د سپرې کولو لاسي طریقه
د ورک پیس لپاره مناسب ډیر پیچلی دی، د اتوماتیک تجهیزاتو ډله ایز تولید وضعیت باندې تکیه کول ستونزمن دي، د محصول لاین ډول لپاره هم مناسب دی مګر لږ وضعیت، ډیر ځانګړي موقعیت ته سپری کیدی شي.
د لاسي سپرې کولو یادونه: د رنګ دوړې به ځینې وسایل ککړ کړي، لکه د PCB پلګ ان، IC ساکټ، ځینې حساس تماسونه او ځینې ځمکني برخې، دا برخې باید د سرپناه محافظت اعتبار ته پاملرنه وکړي. بل ټکی دا دی چې آپریټر باید په هیڅ وخت کې د خپل لاس سره چاپ شوي پلګ ته لاس ورنکړي ترڅو د پلګ د تماس سطحې ککړتیا مخه ونیسي.
② اتوماتیک سپری کول
دا معمولا د انتخابي کوټینګ تجهیزاتو سره اتوماتیک سپری کولو ته اشاره کوي. د ډله ایز تولید لپاره مناسب، ښه ثبات، لوړ دقت، لږ چاپیریالي ککړتیا. د صنعت د لوړولو، د کار لګښت زیاتوالي او د چاپیریال ساتنې سختو اړتیاو سره، د اتوماتیک سپری کولو تجهیزات په تدریجي ډول د نورو کوټینګ میتودونو ځای نیسي.
د صنعت 4.0 د اتوماتیک اړتیاوو د زیاتیدو سره، د صنعت تمرکز د مناسب کوټینګ تجهیزاتو چمتو کولو څخه د ټولې کوټینګ پروسې ستونزې حل کولو ته اړول شوی دی. د اتوماتیک انتخابي کوټینګ ماشین - کوټینګ دقیق او د موادو ضایع کیدو څخه پاک، د لوی مقدار کوټینګ لپاره مناسب، د دریو انټي پینټ کوټینګ لوی مقدار لپاره خورا مناسب.
د پرتله کولود اتوماتیک پوښ کولو ماشیناود پوښښ دودیزه پروسه
دودیز PCBA درې پروف رنګ کوټینګ:
۱) د برش پوښ: بلبلونه، څپې، د برش ویښتان لرې کول شتون لري؛
۲) لیکنه: ډېر ورو، دقت یې کنټرول کېدای نشي؛
۳) ټوله ټوټه لمده کول: ډیر ضایع شوی رنګ، ورو سرعت؛
۴) د سپرې ټوپک سپرې کول: د ساتنې لپاره، ډیر زیات څرخیدل
د پوښ کولو ماشین پوښل:
۱) د سپرې رنګ کولو اندازه، د سپرې رنګ کولو موقعیت او ساحه په سمه توګه ټاکل شوې، او د سپرې رنګ کولو وروسته د تختې پاکولو لپاره د خلکو اضافه کولو ته اړتیا نشته.
۲) ځینې پلګ ان اجزا چې د پلیټ له څنډې څخه لوی واټن لري د فکسچر نصبولو پرته مستقیم رنګ کیدی شي، د پلیټ نصبولو پرسونل خوندي کوي.
۳) د ګازو بې ثباتي نشته، ترڅو د پاک عملیاتي چاپیریال ډاډمن شي.
۴) ټول سبسټریټ د کاربن فلم پوښلو لپاره د فکسچر کارولو ته اړتیا نلري، د ټکر احتمال له منځه وړي.
۵) درې د رنګ ضد کوټینګ ضخامت یونیفورم، د تولید موثریت او د محصول کیفیت خورا ښه کوي، مګر د رنګ ضایع کیدو څخه هم مخنیوی کوي.
د PCBA اتوماتیک درې انټي پینټ کوټینګ ماشین، په ځانګړي ډول د درې انټي پینټ هوښیار سپری کولو تجهیزاتو سپری کولو لپاره ډیزاین شوی. ځکه چې هغه مواد چې سپری کیږي او د سپری کولو مایع پلي کیږي توپیر لري، د تجهیزاتو اجزاو انتخاب په جوړولو کې د کوټینګ ماشین هم توپیر لري، د درې انټي پینټ کوټینګ ماشین د کمپیوټر کنټرول وروستي پروګرام غوره کوي، کولی شي د درې محورونو اړیکه احساس کړي، په ورته وخت کې د کیمرې موقعیت او تعقیب سیسټم سره سمبال شوی، کولی شي د سپری کولو ساحه په سمه توګه کنټرول کړي.
د رنګ ضد درې کوټینګ ماشین، چې د رنګ ضد درې ګلو ماشین، د رنګ ضد درې سپری ګلو ماشین، د رنګ ضد درې تیلو سپری ماشین، د رنګ ضد درې سپری ماشین په نوم هم پیژندل کیږي، په ځانګړي ډول د مایع کنټرول لپاره دی، د PCB سطحه د رنګ ضد درې طبقې سره پوښل شوې، لکه د امیندوارۍ، سپری کولو یا سپن کوټینګ طریقه د PCB سطحه د فوتوریزیسټ طبقې سره پوښل شوې.
د درې رنګ ضد کوټینګ غوښتنې د نوي دور د حل کولو څرنګوالی، په صنعت کې د حل کولو لپاره یوه بیړنۍ ستونزه ګرځیدلې ده. د اتوماتیک کوټینګ تجهیزات چې د دقیق انتخابي کوټینګ ماشین لخوا استازیتوب کیږي د عملیاتو نوې لاره راوړي،کوټینګ دقیق او د موادو ضایع کول نه، د دریو رنګ ضد کوټینګونو لپاره خورا مناسب.
د پوسټ وخت: جولای-۰۸-۲۰۲۳





